
 (li��n)ϵ�҂�...
(li��n)ϵ�҂�...  �A��܇��ʩ���r(sh��)��(bi��o)�߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r(sh��)��(bi��o)�߿��Ƶĵȷ�ֱ...  �¼��g(sh��)IDITI ���������S���ػ�̎...
�¼��g(sh��)IDITI ���������S���ػ�̎...  �h�L�����zַ���o(h��)�^(q��)���ü��_�l(f��)ס...
�h�L�����zַ���o(h��)�^(q��)���ü��_�l(f��)ס...  ��У���A(ch��)�O(sh��)ʩ���O(sh��)BOT�(xi��ng)Ŀ�о�...
��У���A(ch��)�O(sh��)ʩ���O(sh��)BOT�(xi��ng)Ŀ�о�...  �����ľ�����W(w��ng)����...
�����ľ�����W(w��ng)����...  ��(j��)�䉺��(sh��)ɰʯ�|���������^(q��)��ʩ...
��(j��)�䉺��(sh��)ɰʯ�|���������^(q��)��ʩ...  ��̼���н��O(sh��)��������̽���c��(sh��)�`...
��̼���н��O(sh��)��������̽���c��(sh��)�`...  �\Մ�Ї��Ŵ����������c�����İl(f��)...
�\Մ�Ї��Ŵ����������c�����İl(f��)...  �h�L�����zַ���o(h��)�^(q��)��(n��i)���ü��_�l(f��)...
�h�L�����zַ���o(h��)�^(q��)��(n��i)���ü��_�l(f��)...  ���Ͱl(f��)늙C(j��)���Ļ��(z��i)Σ�U(xi��n)��e��...
���Ͱl(f��)늙C(j��)���Ļ��(z��i)Σ�U(xi��n)��e��...  ������͙C(j��)е�S����Ҏ(gu��)���O(sh��)Ӌ(j��)...
������͙C(j��)е�S����Ҏ(gu��)���O(sh��)Ӌ(j��)...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g(sh��)�^(q��)�����O(sh��)Ӌ(j��)��һ��...
����������ˇ�g(sh��)�^(q��)�����O(sh��)Ӌ(j��)��һ��...  ���u��������Ƽ����(d��ng)�����O(sh��)Ӌ(j��)...
���u��������Ƽ����(d��ng)�����O(sh��)Ӌ(j��)... ��x 3496 �� ���䓽�ߝL܈ֱ�ݼy�B��ʩ���|(zh��)���Ĵ�ʩ
���䓽�ߝL܈ֱ�ݼy�B��ʩ���|(zh��)���Ĵ�ʩ
�LJ��d �·��d ���F
(���ν��O(sh��)���F(tu��n)����˾���㽭����312300)
1�����̸śr
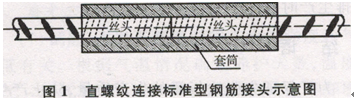
�����Ї��H��Ƶ�������ǹ���λ�������аٹ��(zh��n)��329����������·���R̎���ς�(c��)��ԭ���H��Ƶ걱��(c��)����һ��26�ӹ�Ԣ���ǡ�2��3���̈��͕�(hu��)չ���ġ��ʘ������M�ɣ�������e4.9�fm2(������������)�����ǿ��߶Ȟ�96.7 m�������ʩ����ˇ��ʩ���|(zh��)��������ʩ���Ƽ�ˮƽ����˾�Q�������ƏV�²��ϡ��¼��g(sh��)����䓽��B�ӷ������䓽�ȏ�(qi��ng)���ߝL܈ֱ�ݼy�B�Ӽ��g(sh��)��ԓ�B�Ӽ��g(sh��)�����^�����@���_�y���ȸߡ����^�|(zh��)����(w��n)����ʩ���ٶȿ졢�r(ji��)���m�еȃ�(y��u)�c(di��n)����ˌ�(du��)�ڴ_��䓽���^�B�ӿɿ�������ʩ���h(hu��n)������߹���Ч�ʡ����C�����M(j��n)�Ⱦ������@�ă�(y��u)��(sh��)��䓽�ȏ�(qi��ng)�L܈ֱ�ݼy�B��Ҋ�D1��
2��ʩ����(y��u)�c(di��n)
䓽�ߝL܈ֱ�ݼy�B�Ӽ��g(sh��)����䓽�ֱ�ݼy�B�Ӽ��g(sh��)�Ļ��A(ch��)�ϰl(f��)չ������һ�(xi��ng)�¼��g(sh��)�����c���y(t��ng)�ĺ��ӹ�ˇ�������C(j��)е�B�Ӽ��g(sh��)��ȣ������������c(di��n)��
(1)���^��(qi��ng)�ȸߣ��ȏ�(qi��ng)��(j��)���^��l00���l(f��)�]䓽(qi��ng)�ȣ����_(d��)����䓽�C(j��)е�B��ͨ�ü��g(sh��)Ҏ(gu��)��(JGJһ107��96)����A��(j��)���^��(bi��o)��(zh��n)��
(2)�B���ٶȿ죺������Ͳ�̣��ݼy�۔�(sh��)�١��B�ӕr(sh��)ֻ�茢��Ͳ����䓽�������ͨ����?j��n)Q�o���ɣ�ʹ�úܷ���ȹ�(ji��)�s�r(sh��)�g�ִ�̈́ڄ�(d��ng)��(qi��ng)�ȡ�
(3)��(y��ng)�÷����V��ԓ�B�Ӽ��g(sh��)�m��䓽��κ�λ���c������B�ӣ�Ҳ�����ڏ���䓽䓽�\�����D(zhu��n)��(d��ng)�Ĉ��ϡ�
(4)�m���ԏ�(qi��ng)�����^�|(zh��)���ɿ����F(xi��n)��ʩ���r(sh��)���L(f��ng)���ꡢͣ늠�B(t��i)��ˮ�¡����߭h(hu��n)�����m�á�
(5)��(ji��)�ġ���(ji��)���ֽ�(j��ng)��(j��)����ͬ�ȼ�(j��)��䓽��B���У��Ȃ��y(t��ng)���ӹ�(ji��)ʡ�B����䓲�60�����ҡ�
(6)�m��(y��ng)�h(hu��n)��Ҫ��ʩ����Ԫ��������ȼ���ױ�����̎��ʩ���l�����Ȟ鰲ȫ�ɿ�����ȫ���ʩ����
3����ˇԭ��������
3.1��ˇԭ��
䓽�ȏ�(qi��ng)�L܈ֱ�ݼy�B�������ý��ٲ�������׃�κ�����Ӳ������(qi��ng)���ٲ��Ϗ�(qi��ng)�ȵ����ԣ�ʹ���^��ĸ�ĵȏ�(qi��ng)���B�ӷ�����
3.2 ��ˇ����
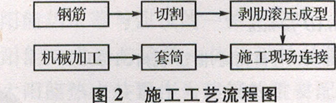
䓽�L��ֱ�ݼy�B�ӡ����Ì��T�ĝL���C(j��)������(du��)䓽�˲��M(j��n)�НL����һ�γ���ֱ�ݼy����ˇ�������£�
4������Ҫ�c(di��n)
(1)���ӹ���䓽(y��ng)���{(di��o)ֱ�������ϣ��пڶ����c䓽��S����ֱ���������R���λ���������ϕr(sh��)�����ò��Ú�����ϡ�
(2)�ӹ��z�۵����Σ��ݼy����c�B�������Ρ��ݾ�һ�£���Ч�z�ۃ�(n��i)�Ķd��������Ӌ(j��)�L��С��һ�����L��1/2��
(3)�Ѽӹ���ɲ��z�(y��n)�ϸ�Ľz�^Ҫ���Ա��o(h��)��䓽�һ�˽z�^���ϱ��o(h��)ñ����һ�˔Q���B���ף�����Ҏ(gu��)���ѷ����R���á�
(4)䓽��B�ӕr(sh��)��䓽��Ҏ(gu��)����B����Ҏ(gu��)��һ�£����_���z�^���B���Ľz�۸Ƀ����o�p��
5���|(zh��)��Ҫ��͙z�(y��n)
5.1 �|(zh��)��Ҫ��
(1)�z�^������M����플��ȳ��^0.6 mm���d��������Ӌ(j��)�L�Ȳ���(y��ng)���^һ��(g��)�ݼy���L�����γߴ纬�ݼyֱ�����z�^�L�ȑ�(y��ng)�M��D��Ҫ��
(2)��Ͳ����Ͳ����o�Ѽy������ȱ�ݣ����γߴ������Ͳ��(n��i)�ݼyֱ������Ͳ�L�ȑ�(y��ng)�M��a(ch��n)Ʒ�O(sh��)Ӌ(j��)Ҫ��
(3)�B�ӣ��B����Ҫ�_���z�^���B���Ľz�۸Ƀ����o�p�����B�ӵă�䓽���摪(y��ng)̎���B�������gλ�ã�ƫ�����lp(P���ݾ�)�����ù�������?j��n)Q�o��ʹ��䓽����픾o��
5.2�|(zh��)���z�(y��n)
�C(j��)е���˼ӹ��r(sh��)��(y��ng)����(g��)Ŀ�y�z�^���|(zh��)�����z���(bi��o)��(zh��n)��(y��ng)�������P(gu��n)�z�^�z�(y��n)��(bi��o)��(zh��n)�е�Ҏ(gu��)����ÿ�ӹ�10��(g��)�z�^��(y��ng)������(y��ng)�ĭh(hu��n)Ҏ(gu��)�ͽz�^����z�y1�Σ��������ϸ�a(ch��n)Ʒ���ԙz�ϸ�Ľz�^�������|(zh��)�z�ˆT��(du��)ÿ�NҎ(gu��)��ӹ��Ľz�^�S�C(j��)��әz�(y��n)����һ��(g��)���������a(ch��n)�Ľz�^��һ��(g��)�z�(y��n)���S�C(j��)���l0�����Ҳ�������l0��(g��)����䓽�z�^�|(zh��)���z�飻����һ��(g��)�z�^���ϸ�(y��ng)�ӱ���z����(f��)�z���в��ϸ�z�^�r(sh��)������(y��ng)��(du��)ԓ��ȫ��(sh��)�z�飬���ϸ�Ľz�^��(y��ng)��ȥ���¼ӹ�����(j��ng)�ٴΙz�(y��n)�ϸ��ʹ�á��љz�(y��n)�ϸ�Ľz�^��(y��ng)��������ñ���B���ͱ��o(h��)�����Ա��o(h��)��
6 ���|(zh��)������
6.1���g(sh��)����
ʩ��ǰ��Ո(q��ng)���I(y��)���a(ch��n)�S�Ҽ��g(sh��)�ˆT��(du��)�(xi��ng)Ŀ�������ˆT�M(j��n)��Ԕ��(x��)�ļ��g(sh��)���ף���(du��)�ڽz�^�ӹ����B�ӵ��P(gu��n)�I���}�M(j��n)����ᘌ�(du��)�Եؽ��ף�����(du��)ÿ��(g��)�����ˆT�M(j��n)�ИI(y��)��(w��)���ˣ������䌦(du��)ֱ�ݼy�ӹ����B�ӵ���֪�̶ȣ����ϸ��߇�(y��n)���ύ���
6.2�z���(y��n)��
��䓽�ԭ�����_ʼ���и�z���B�ӵȹ������������ęz���(y��n)���ƶȣ�Ҫ����ʩ���^�����S�r(sh��)��z�����Ԕ�(sh��)��(j��)����ʽӛ䛣����wҪ�����£�
(1)�z�^�|(zh��)���z�(y��n)�������ߌ�(du��)�ӹ��Ľz�^Ҫ����(g��)�M(j��n)�Йz�顣���șz�������^�|(zh��)�����ݼyM������❍�����ֲڣ��ݼyֱ����С��(y��ng)һ�£��o̓���ݼy��ȱ����������ȱ�ݣ��ݼy�L�ȡ�����ߴ瑪(y��ng)����Ҏ(gu��)�����ٴ��Ùz�(y��n)䓽�z�^�Č�������һ�ݼy�h(hu��n)Ҏ(gu��)�M(j��n)�Йz�(y��n)��䓽�z�^Ҫ�܉����ͨ�^�ݼy�h(hu��n)Ҏ(gu��)���ҽz�^�c�ݼy�h(hu��n)Ҏ(gu��)Ҫʮ���Ǻϲ���ϸ�
(2)��(j��ng)��M�ԙz�ϸ��䓽�z�^���(xi��ng)Ŀ���ٌ�(du��)ÿ�NҎ(gu��)��ӹ������S�C(j��)��z20�����Ҳ�����20��(g��)������ڳ�z����һ��(g��)���ϸt��(du��)ԓ�ӹ���ȫ��(sh��)�M(j��n)�Йz�飬���ϸ�Ľz�^Ҫ���¼ӹ�����(j��ng)�z�(y��n)�ϸ��ʹ�á��(xi��ng)Ŀ���z�(y��n)�ϸ���(b��o)�O(ji��n)�����M(j��n)���(y��n)�գ��(y��n)�պϸ���M(j��n)���B�ӡ�
(3)���^�|(zh��)���z�(y��n)��䓽���^��(j��ng)��M�z�(y��n)�ϸ���ٽ�(j��ng)�(xi��ng)Ŀ���(y��n)�ա�����Ŀ�y������(bi��o)ӛ��䓽���^̎�z��(δ����(bi��o)ӛ�ߣ��t��ζ����M�]����100���ęz�(y��n))������l(f��)�F(xi��n)��һ��(g��)�����z����¶���tԓ���^Ҫ���Q�o���M(j��n)�мӹ�̎����Ȼ����Ť�������S�C(j��)��z�����ذ��ְ���(bi��o)��(zh��n)���5 MPa������zÿ�NҎ(gu��)����^��(sh��)����20�����Ҳ�����20��(g��)������ڳ�z�аl(f��)�F(xi��n)��һ��(g��)���^�Ʉ�(d��ng)���tҪ��(du��)ԓ�NҎ(gu��)��Ľ��^ȫ��(sh��)�M(j��n)�Йz�顣�z��ϸ���(b��o)�O(ji��n)�����(y��n)�գ��(y��n)�պϸ���M(j��n)���µ�����ͬ�r(sh��)�z������γ�ӛ䛡�
���������(xi��ng)�(y��n)�պϸ���ڱO(ji��n)������Ҋ�C��(du��)ÿ��ͬҎ(gu��)��䓽��S�C(j��)������o���쏊(qi��ng)��ԇ�(y��n)��ÿһ�(y��n)����䓽���^��(sh��)����������500��(g��)���������M(j��n)��һ�M(����(g��)ԇ��)ԇ�(y��n)�������һ��(g��)ԇ�����ϸtҪȡ�p��ԇ��ԇ�(y��n)�������в��ϸtԓ�����^�鲻�ϸ�ֹ�ڹ�����ʹ�á�
7���Y(ji��) �Z
�C��������䓽�ȏ�(qi��ng)���ߝL��ֱ�ݼy���g(sh��)���м��g(sh��)���M(j��n)���ӹ������١��B�ӏ�(qi��ng)�ȸߡ�ʩ�����㡢�B���|(zh��)���ɿ����T����(y��u)�c(di��n)����ʩ����ͨ�^��(y��n)��Ĺ�����ƣ������Ї��H��Ƶ깤�̵�䓽�ֱ�ݼy�B�Ӻϸ����_(d��)��100����
(���ā�Դ�����ʡ��ľ�����W(xu��)��(hu��) �ď��W(w��ng)�j(lu��)�������t ���S�S �� �ď� ����)
