
 ϵ�҂�...
ϵ�҂�...  �A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...  �¼��gIDITI ���������S���ػ�̎...
�¼��gIDITI ���������S���ػ�̎...  �h�L�����zַ���o�^���ü��_�lס...
�h�L�����zַ���o�^���ü��_�lס...  ��У���A�Oʩ���OBOT�Ŀ�о�...
��У���A�Oʩ���OBOT�Ŀ�о�...  �����ľ�����W����...
�����ľ�����W����...  ���䉺��ɰʯ�|���������^��ʩ...
���䉺��ɰʯ�|���������^��ʩ...  ��̼���н��O��������̽���c���`...
��̼���н��O��������̽���c���`...  �\Մ�Ї��Ŵ����������c�����İl...
�\Մ�Ї��Ŵ����������c�����İl...  �h�L�����zַ���o�^�Ȱ��ü��_�l...
�h�L�����zַ���o�^�Ȱ��ü��_�l...  ���Ͱl늙C���Ļ��Σ�U��e��...
���Ͱl늙C���Ļ��Σ�U��e��...  ������͙Cе�S����Ҏ���OӋ...
������͙Cе�S����Ҏ���OӋ...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g�^�����OӋ��һ��...
����������ˇ�g�^�����OӋ��һ��...  ���u��������Ƽ���������OӋ...
���u��������Ƽ���������OӋ... ��x 3247 �� �ͺϰ��Ɖ��������OӋ�����쑪ע��Ć��}
�ͺϰ��Ɖ��������OӋ�����쑪ע��Ć��}
Ѧ�ꂥ ������
���ʡ�O�䰲�b���̹�˾
1.ǰ��
�ͺϰ����ɻ��Ӳ��Ϻ͏͌Ӱ���ͨ�^��ը��ը ܈�Ƶȷ������_���ɵ��p���ٰ塣���ڏ��_����Џ��ȸߡ����g��ĥ���������ܺú���r�͵ȃ��c���������ʯ����ұ�𡢙Cе����Դ��������I��õ��V�����á����C���˻��Ӳ��Ϻ͏͌Ӳ��ϸ��Եă��c�����л��Ӳ��������еĽY�����Ⱥ̈́��ȣ�X�Џ͌Ӳ��������е����g��ĥ�Ȼ��Ӳ��ϛ]�е��������ܣ�ʹ�O����������r��ͣ��Y�����׃С�����ⶡ���P䓡�懡��~����X���F�ؽ��ٲ��ϵ����M���������õĽ���Ч�����Ч�漰����ǰ����
�ډ��������ИI�����_����Ҫ�������췴�������Q�������A���O�䡣�������쉺�������ď��_��Ŀǰ��Ҫ�Ѓ��һ��ǻ��Ӳ����c�͌Ӳ���*��-�����^�ã��@����в��P䓏ͺϘO��懻��_�����_���(���º��Ql���)����һ��ǻ��Ӳ����c�͌Ӳ��Ϻ������^����ܺ��ӣ����@��ͺϲ��ϣ��ډ��������aƷ�OӋ������͙z�r���кܴ�IJ�ͬ�����^�e������ ��
2.�����OӋ
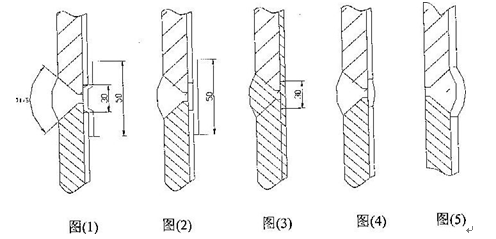
һ�㮔�����OӋ��ȴ���l2mm�r���͑�ԓ���]�x�Ï������ϵĿ����ԡ��x�Ï��_�����鉺���������w���ϕr�����������|�������x�ò�ͬ������͵ď��_�壬�����x��l���߀���x��IT��ϣ����������x���������x�ò�ͬ�ĺ����B�ӽ��^�Y����ʽ�����ڽ��|�и��g�Ի����͟�Ҫ��r���x�������ďͺϰ壻���ڲ����c̼���|�Ľ��|��һ���x��I T��_���ϡ���Ҋ�Ľ��^�Y����ʽ���D(1)һ�D(5)��ʾ��������(1)һ�D(3)�m���Il��ϣ��D(4) �D(5)�m���I��ϡ����ÈD(1)���D(3)�Y���r���茢���Ӻ��p��߳�ȥ�c���ӱ���ƽ�R��Ȼ�����M{1�N�l�����ӡ����w�Ľ��^�¿ڳߴ簴����Ҏ���͘˜ʵ�Ҏ�������Y�_����J�ļ��g�b���xȡ��
3.��������
3.1���ϙz�
�ڏ��_����������r�������Ȍ����_����N�_���M�Йz��������Ӻ͏͌�֮�g���N�����_����Ҫ���H���ܝM���������ĥ��������Ҫ������ʹ���^����߀�п��܌����������w�İ���Ȯ��eÓ�ӣ����ؽ����O��ĉ����Ͱ�ȫ���ܡ�ͬ�r���N�ϲ��o߀������������w�ĽM�b�ͺ������y����ˣ��N���ʵęz���Ǐͺϰ����������^���б���M�е�һ���^�̡�һ���ںϸ�ďͺϰ���ϵ��|���C�����У��mȻ�����N�_��ָ�ˣ�������������ǰ���ԑ��ó���̽�����ͺϰ���N�����M�Џ�������λ�����κ��У�εķ��^�z�r�������N�_������һ����Ҫָ���M�Џ�
3.2 ���_�����ϡ��¿ڼӹ��ͺ���
���ÙCе�и����ϕr�����͌����ϣ���ע���ֹ�͌ӱ���ēp��������ȴ���l2ram���ϵďͺ�䓰壬�ɰ��O���b����r���β��õ��x���и�������ۄ��и�и���ÙCе�����г���Ӱ푅^���и���ȱ�ݺ��Ѽy���������и������R���͌ӱ����ϡ����x���и�r�����͌��泯�ϣ��ď͌ӂ��_ʼ�и���Ú��r���͌ӳ��£��Ļ��ӂ��_ʼ����и
��������Ҫ���M�П�̎��r���A�ᰴ JB4709����Ɖ����������ӹ�ˇҎ�̡������PҎ���Ի��Ӳ��Ϟ���x���A�Ṥˇ�����������Y�����OӋ��Ҫ�M�к����̎��r����̎��Ҏ�������Ӳ���Ҏ���M���x�á����;��g���gҪ���^�ߵ��O�䣬����Ӳ������̎�����͌Ӳ����ڻ��Ӳ��ϟ�̎�������M�к��ӡ�
�鱣�C�ͺϰ岻ʧȥԭ�еľC�����ܣ����ӕr���Ӻ͏͌ӑ��քe�M�У����ӹ�ˇ�c�����IJ��Ϻ��ӹ�ˇ���ơ���I��ϣ�߀�������^�Ɍӵĺ��ӣ��^�Ɍӵ�������Ҫ�x����ܽ��ͺ��p���ٵ�ϡ��ʣ���Ҫ��ֹ�͌Ӳ��Ͽ����g�����ѡ����������g���ܵĽ��ͣ��������Ӳ��Ϻ͏͌Ӳ������^�õĺ����Եĺ��Ӳ��ϡ�
�����Ӻ͏͌��M�к��Ӻ��и�r�����˷�ֹ�w�R������ճ���͌Ӳ��Ʊ��棬Ӱ푲��ϵ����ܣ����ڏ͌ӱ���Ϳ�Ա��oͿ�ӡ�
3.3���_�������ij��κͽM�b
�ͺϰ�剺�������ij��κͽM�b���Ќ��õļӹ��ͽM�b܇�g�������nj�һЩ�һ䓡��~һ䓵���ɫ���ُͺϰ��������F��Ⱦ�����������ĉ����Ͱ�ȫ�������������Ӱ푡���ˣ��ڼӹ������O���c���_����|�ı��棬�������z�塢�X��Ȍ����_���c�F���ٸ��x�_��
�ڏͺϰ������M�b�r��������Ş�̺������˜ʿ����e߅�����@һ�c�c�ν��������������@�ą^�e���e߅���Ŀ��ư��͌Ӻ�ȵ�50���M�п��ƣ��Ҳ�����2mm�����⣬�ڽM�b�r�������S�ڏ͌��Ϻ����R�r���ӡ�
4.�����z�
���������^���У��茦���^�M�Пo�p�z�y�����ͺϰ���Ӻ��p��������e�͈D��Ҫ��քe�M��l00���o�p�z�y��20���ֲ��o�p�z�y���ϸ���ٺ��ӏ͌��N�l���p���^�ɌӺ͏͌Ӻ��p�����͌Ӻ��p��һ�㑪100���B̽�����������w������ɺ����PҎ���茦�����M�Џ���ԇ�͇�����ԇ
��I���������һ�㏊��ԇ��һ��ͨ�^������Il��ϣ������ڿv���p�ͭh���p�Ļ��Ӻ͏͌Ӳ���֮�g�����N�ϣ����Ӳ��ϱ��治ƽġ��͌��N�lδ�|������ɏ͌��N�p�Ѕ������ѣ�������������跴�Ͷ�β���ͨ�^����ԇ�@��������ʹ�É������f���к��ĺͲ����S�ġ�����ڏ���ԇ�l�F�͌�й©�r�����Y������S�ėl�������x�Ùz©Ч���^�ߵęz�y�������M���p�ُ���ԇ�ĴΔ��������ǎN��Ҋ�z©�����ı��^�ͽ�B��
�B�z������ϴ��+�B��+�@Ӱ�������p�����_�ڠ�ȱ���M�Йz�`�����^�ͣ��ɝM��һ��Ҫ���ȱ�ݙz�y��
����ˮ�z�������Σ��z�y�ɱ��^�ͣ��������s�՚��M�Йz�y�������ڙz�y�`���Ȳ��ߣ����Ǵ���ȱ���ݲ��יz�y��
���B�z�����õİ�ԇ���N�ڏ��_��ď͌ӂȣ�ͨ�^��ȱ��̎�B�İ��cԇ���l���������ɫ��׃���ɶ�λ��ȱ�ݵ�λ�ã��z�y�����^�ߡ���������ԇ�ǰ�z�y���g�ȵĿ՚��M���ÓQ����z�y�Y���ÓQ����ȫ�������ڻ����c�͌��g϶�ȵİ������̼䓻��ӵđ������g���Ķ������O���ʹ�É�����
���|�V�z����ȫ�ԄӺ��|�V�z©�x���ęz©����ͨ�백�⣬�������Ȳ����`�����^�ߵęz©�x�Ϳ��p�ɵ��ҵ�©�c���@�N�����z©Ч�ʸߣ����㡢��ݡ��������|�鰱�⣬���������Ӳ����������Ӱ푡����˷N������Ҫ�����O�䣬�ɱ��^�ߡ�
5.�YՓ
���ͺϲ��ω������������������õ�ǰ�����S���䲻�������������I������죬�����켼�g����ˇҲ����u�F����������һЩ�µġ����M��������ˇҲ���첽�õ��ƏV�͑��á�
�����īI��
[1]���Ї��^�t����������ȫ����SA916��70+SA240-TP316L���P�ͺ�䓰�ĺ��ӣ���Ρ��2003 (1)��
[2]���������������~һһ䓮��N���ٲ��ϵĺ��ӹ�ˇ�����պ㣬2003(9)��
(���ā�Դ�����ʡ��ľ�����W�� �ď��W�j�������t ���S�S �� �ď� ����)

| ��һƪ�� �Pע���� |
| ��һƪ�� ���ģ��ʩ����ˮ�ŵ��|������ |